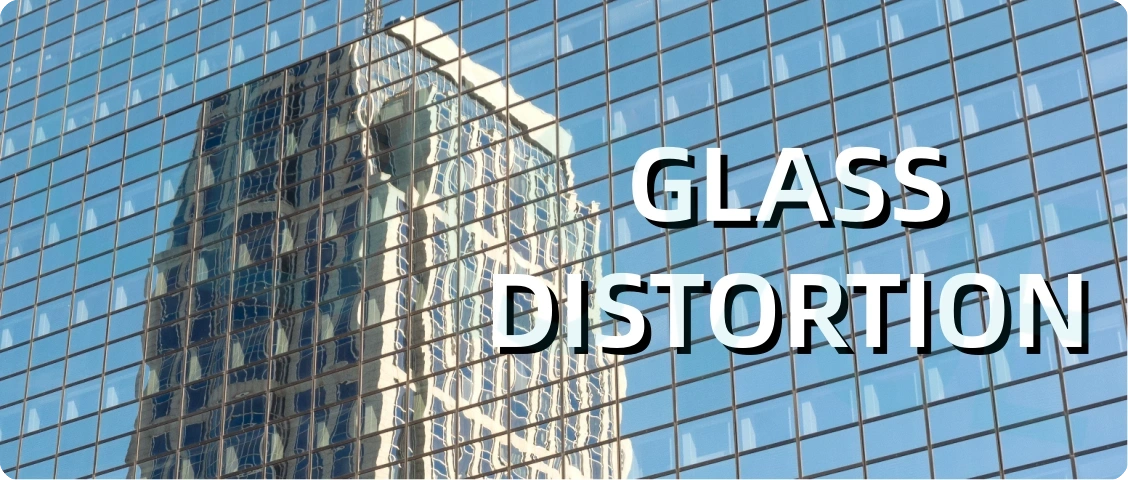
In modern architectural aesthetics, the glass curtain wall is more than just an exterior building envelope; it serves as a reflective medium for the urban landscape. However, glass distortion—the warping, waving, and deformation of reflected images—has long been regarded as the “cancer” of building facades. This visual defect, often called the “Funhouse Mirror Effect,” can degrade a grand design into a visual disaster. It not only damages the premium feel of a building but also directly impacts the asset valuation of commercial real estate by signaling “cheapness” and “unreliable quality” to observers.
To solve this problem, one must first establish a scientific understanding of distortion categories. Glass distortion is not a single phenomenon but a complex set of issues, primarily including: periodic Roller Wave generated in the tempering furnace; overall Bow caused by uneven heating; the Pillowing Effect resulting from pressure differentials within the Insulating Glass Unit (IGU); and Anisotropy (quench marks) visible under specific lighting conditions.
We must clarify a core thesis: visual distortion is by no means an “inherent attribute” that tempered glass cannot avoid. While the laws of physics are immutable, achieving near-perfect optical flatness is entirely possible through rigorous thermodynamic control, high-precision processing equipment, and digital online inspection. The controllability of distortion is the true watershed that separates top-tier processing facilities from ordinary workshops.
This guide provides architects, developers, and curtain wall consultants with a detailed technical roadmap. We will analyze the deep physical and process-related causes of glass deformation and, more importantly, guide you on which core technical indicators (such as milli-diopters/mD and Zebra Angle) and key processing equipment (such as full forced convection furnaces and online scanning systems) to prioritize when selecting suppliers. By using “optical flatness” as a benchmark, you can select premium partners who possess a genuine technical moat.
It Starts with the Raw Material (Float Glass)

A common misconception is that glass distortion originates entirely during the tempering stage. In reality, the optical “DNA” of architectural glass is determined on the float glass production line. As the starting point for downstream processing, the flatness of the raw glass (annealed glass) sets the ceiling for the optical quality of the finished product.
When measuring the flatness of raw glass, the Zebra Angle is the industry-recognized gold standard. This indicator quantifies optical flatness by observing the deformation of stripes viewed through the glass: standard float glass typically has a Zebra Angle between 45° and 50°, while premium architectural-grade glass must exceed 60°. If the Zebra Angle of the raw material is insufficient, even the world’s best tempering equipment cannot fundamentally eliminate image distortion.
Furthermore, there is a strict mechanical trade-off between glass thickness and stiffness. According to physical laws, the bending stiffness of glass is proportional to the cube of its thickness. This means a 10mm lite is nearly 4.6 times more resistant to deformation than a 6mm lite. To pursue superior optical effects in large-scale curtain walls, selecting thicker outer panes (such as 8mm or 10mm) provides the physical foundation to resist thermal and wind-load deformation.
Glasvue Solution:
We adhere to the principle of “investing in the best tools for the job.” Consequently, Glasvue insists on a strictly vetted supply chain, sourcing all float glass from industry leaders such as TAIWAN GLASS, XINYI, and JINJING. By specifying high Zebra Angle premium glass, we ensure every lite possesses an “inherent flatness gene” from the source.
Mastering the Tempering Process

Tempering is the most critical stage where glass distortion occurs. This process involves heating the glass to its softening point (approx. 620°C – 650°C), followed by rapid air cooling (quenching) to establish surface compressive stress. During this thermodynamic transformation, the shape of the glass depends entirely on the precision of process control.
The Primary Culprit: Roller Wave
When glass reaches its softening point in the furnace, its viscosity drops significantly. Although it remains solid, it becomes as pliable as “noodles.” At this stage, the glass moves back and forth on horizontal ceramic rollers, supported only at the contact points. Under the influence of gravity, the glass between two rollers sags slightly. When the glass enters the cooling section and is instantly “frozen,” this periodic sinusoidal wave is permanently locked into the surface. The physical mechanism is clear: the higher the exit temperature and the softer the glass, the more pronounced the roller wave.
The Solution: Forced Convection
For modern high-performance Low-E coated glass, traditional radiation furnaces face significant challenges. The Low-E coating reflects most thermal radiation, leading to uneven heating between the top and bottom surfaces and causing severe warping. High-end processing plants utilize Full Forced Convection Furnaces (such as Glaston technology) to mitigate this. By spraying high-temperature compressed air uniformly onto the glass surface, heat transfer no longer depends on the coating’s emissivity. This technology not only shortens heating time—reducing the duration the glass stays in a softened state—but also ensures the glass maintains an extremely stable posture throughout the process, resulting in exceptional optical quality.
Expert Tip:
Strategic Application of Wave Orientation
Beyond equipment control, there is a frequently overlooked “Golden Rule”: Wave Orientation. The human eye is extremely sensitive to the distortion of vertical lines (such as the reflected silhouettes of skyscrapers) but has a higher tolerance for horizontal distortion. Therefore, during layout and production, it is vital to ensure the roller wave direction is parallel to the ground (Horizontal Orientation). This strategic detail is often what determines whether the final facade appears “high-end” or “distorted.”
Glasvue Solution:
Glasvue has introduced industry-leading Glaston forced convection tempering furnaces, allowing for precise control of heating curves for Low-E glass. This keeps roller wave depth significantly better than industry standards. We have also established strict layout protocols to ensure every piece of delivered glass provides the most realistic and flat reflection after installation.
The Invisible Distortion (Anisotropy/Leopard Spots)
When wearing polarized sunglasses and looking up at certain curtain walls, you may see rainbow-colored spots or leopard-like stripes. This phenomenon is known as Anisotropy. While often “invisible” under normal light, this visual interference becomes strikingly obvious under specific polarized light or sky backgrounds.
The Physics of Optical Birefringence
Anisotropy stems from significant internal stress differentials within tempered glass. During quenching, if the layout of cooling nozzles or air pressure is uneven, it results in an inconsistent distribution of compressive stress across the surface. This internal stress field turns the glass into a “birefringent material,” causing a phase difference (retardation) as light waves pass through. Under interference, this phase difference creates the light, dark, or colored spots visible to the eye.
From “Acceptable” to Digital Quantification:
ASTM C1901
For a long time, many standards treated anisotropy as an inherent characteristic of tempering rather than a defect. However, in today’s pursuit of ultimate visual effects (such as Apple Stores or Grade-A office buildings), this visual interference is considered unacceptable. To resolve subjective disputes, the ASTM C1901 standard provides the industry with quantification tools. It defines the level of anisotropy by measuring the Optical Retardation (in nanometers, nm). Current top-tier project standards typically require that 95% of the glass surface area has a retardation controlled within 80nm or 100nm.
How to Prevent It:
Uniform Cooling and Digital Monitoring
The key to eliminating “leopard spots” lies in cooling uniformity. High-end plants optimize nozzle structures and oscillation mechanisms to break up “wind spots.” More importantly, the introduction of online optical scanning systems, such as LiteSentry Osprey, allows for full-frame scanning of every lite as it exits the furnace. By providing real-time stress maps, operators can fine-tune air pressure, neutralizing anisotropy in its infancy.
Glasvue Solution:
By deploying online stress scanning lines, Glasvue digitizes anisotropy for every piece of glass. We do not accept “vague visual compliance”; instead, we use nanometer-scale retardation data as our delivery standard to ensure your building maintains a pure, uniform appearance at any light angle.
Insulating Glass Unit (IGU) Dynamics
Even if a single pane of glass is produced perfectly, significant image distortion can still occur after it is processed into an Insulating Glass Unit (IGU) and installed. This is because an IGU is a sealed, gas-filled elastic system that is constantly influenced by the external environment.
The “Curse” of the Ideal Gas Law: Pillowing Effect
According to the Ideal Gas Law, the volume of gas within the IGU cavity fluctuates with changes in temperature (T) and ambient barometric pressure (P). If the glass is sealed in a factory at 20°C but installed in a 40°C sunny environment, the gas expansion forces the two panes to bulge outward (convex lens effect). Conversely, in winter, gas contraction causes the glass to suck inward (concave lens effect). This center deformation caused by pressure differential is known as the “Pillowing Effect,” which creates magnified or shrunken distortions in reflections, severely disrupting facade flatness.
Altitude Management: The Necessity of Capillary Tubes
The most extreme deformations occur when there is a significant elevation difference between the production site and the installation site. Atmospheric pressure decreases with altitude. If glass produced at sea level is transported to a high-altitude region, the internal standard atmospheric pressure will exert massive outward force. For projects with an elevation difference exceeding 600 meters, capillary tubes or breather tubes must be embedded in the IGU seal to ensure real-time pressure equalization during transport and installation, preventing permanent deformation or breakage.

Structural Design Strategy: Asymmetrical Buildups
A clever and efficient design technique to counter the pillowing effect is the use of an “Asymmetrical Buildup”—combining a thick outer pane with a thinner inner pane (e.g., 10mm outer + 6mm inner). Since the stiffness of thin glass is much lower than thick glass, the thinner inner pane will “sacrifice” itself by absorbing the majority of the physical deformation (bulging or siphoning), while the thicker outer pane remains flat due to its superior rigidity. this ensures that the curtain wall’s reflection remains stable and flat when viewed from the building’s exterior.
Glasvue Solution
Glasvue has extensive experience in supplying large-scale cross-regional projects and provides precise altitude balancing solutions based on project geography. We also proactively assist architects in optimizing glass configurations, utilizing scientific asymmetrical designs to neutralize environment-induced distortion from a mechanical standpoint.
Conclusion

The journey toward optical perfection is essentially a constant challenge to physical limits and the extreme refinement of process details. As analyzed, image distortion in curtain wall glass is not an uncontrollable “accident” but the result of the interplay between raw materials, heat treatment processes, internal stress fields, and environmental mechanics.
Core Checklist for Achieving “Zero Distortion”:
Source Premium DNA:
Specify high “Zebra Angle” float glass to ensure optical quality from the start.
Upgrade Heating Technology:
Utilize full forced convection tempering to resolve the uneven heating issues of Low-E glass.
Follow Layout Rules:
Strictly enforce horizontal roller wave orientation to optimize visual comfort.
Scientific Structural Design:
Use “thick-outer, thin-inner” asymmetrical configurations to resist the pillowing effect mechanically.
At Glasvue, we don’t just produce glass; we create the “optical filters” for global landmarks. We understand that every perfect curtain wall is a projection of the architect’s vision, and any minor distortion is a disservice to that design.
For architects and owners dedicated to creating urban landmarks or high-end commercial spaces, superior visual performance should not remain just a vision. At Glasvue, we provide more than high-specification architectural glass; we are your technical partner in the pursuit of optical flatness.